Với sự trưởng thành của công nghệ laser sợi quang 10 kW trong nước, thiết bị cắt laser sợi quang 10 kW đã dần trở nên phổ biến ở thị trường trong nước, mang đến giải pháp tốt hơn cho việc cắt tấm dày. Tuy nhiên, nhiều nhà sản xuất thiết bị còn chưa rành lắm về cấu hình và hoạt động của máy cắt laser sợi quang công suất siêu cao 10 kW. Vì lý do này, các kỹ sư ứng dụng cắt cao cấp của Maxphotonics đã sắp xếp nội dung liên quan và chia sẻ với mọi người.
Phần giới thiệu chính là lựa chọn, lắp đặt, bảo trì và lưu ý đối với đầu cắt 10 kW:
1. Lựa chọn model đầu cắt 10 kW
Tỷ lệ ống kính: Tỷ lệ khuyến nghị của ống kính tiêu cự chuẩn trực là 100/200 hoặc đầu thu phóng tỷ lệ có thể điều chỉnh (phạm vi bao phủ độ dày của tấm cắt laser sợi quang 10 kW rộng và phạm vi điều chỉnh tiêu cự rộng).
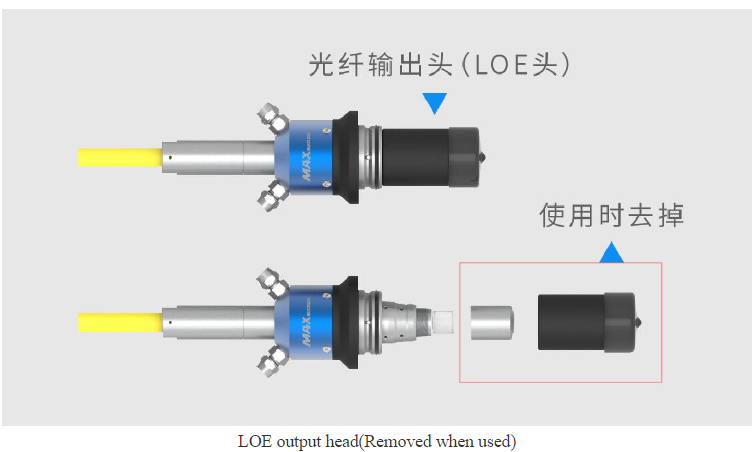
Mô hình đầu nối: Hiện nay, đầu ra laser sợi quang 10 kW chủ đạo là Q + và QD, nên phù hợp với việc lựa chọn đầu cắt. Các đầu phát laser sợi quang Maxphotonics 10 kW đều là model Q+.

2. Lắp đặt và bảo trì đầu cắt 10 kW
Môi trường cài đặt và yêu cầu
Yêu cầu về môi trường: Phòng sạch hoặc băng ghế sạch trên lớp 1000
Công cụ: Kính hiển vi hơn 100 lần
Phụ kiện phụ trợ: Cồn khan hoặc IPA, tăm bông, vải không bụi, băng che, bộ ổ cắm lục giác hoàn chỉnh, tuốc nơ vít, dao tiện ích.
Những yêu cầu khác:
1. Trước khi lắp đầu ra laser sợi quang 10 kW vào đầu cắt, hãy đảm bảo rằng khoang bên trong và thấu kính của đầu cắt sạch sẽ cũng như tinh thể và ngoại vi của đầu ra laser sạch sẽ.
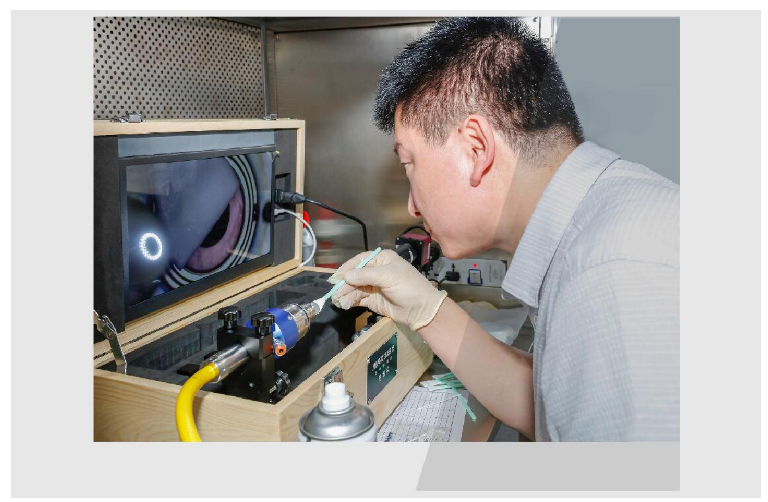
2. Việc lắp đặt đầu ra laser sợi quang 10 kW vào đầu cắt và kiểm tra độ sạch sẽ phải được thực hiện trong môi trường không có bụi trên lớp 1.000 và sử dụng kính hiển vi hơn 100 lần.
Quá trình cài đặt:
1. Đảm bảo bên trong đầu cắt sạch sẽ;
2. Tháo ống bảo vệ kim loại của đầu ra laser;
3. Cố định đầu ra laser theo chiều ngang và nhắm vào kính hiển vi;
4. Làm sạch vùng ngoại vi của đầu ra laser;
5. Tháo vòng bảo vệ tinh thể của đầu ra laser;
6. Điều chỉnh kính hiển vi sao cho có thể nhìn thấy được mặt cuối của tinh thể;
7. Kiểm tra toàn bộ bề mặt cuối của tinh thể, khi phát hiện có vết bẩn thì dùng tăm bông nhúng cồn tuyệt đối lau sạch;
8. Sau khi đảm bảo rằng tinh thể của đầu ra laser sạch, hãy lắp đầu ra theo chiều ngang vào đầu cắt;
9. Siết chặt đầu cắt và dán kín mối nối bằng băng dính;
10. Lắp đầu cắt vào máy cắt, di chuyển với tốc độ cao và kiểm tra xem có bụi trên thấu kính qua chùm tia laser màu đỏ hay không;
11. Đảm bảo đầu cắt sạch trước khi lắp đặt máy cắt laze.
BẢO TRÌ:
1. Trước khi sử dụng cắt đầu, nên kín một lớp băng xung quanh đầu cắt (sử dụng băng chưa loại bỏ phá hủy) để tránh bụi trong khe cắm vào đầu cắt trong quá trình bảo trì sau này
2. Khi siêu cường bên trong đầu cắt 10 kW bị thương hoặc hư hỏng, nên sử dụng phương pháp thay thế và không nên lấy ra để bảo vệ sinh học, tránh ô nhiễm ô nhiễm thứ cấp và béo phì hơn;
3. Chỉ có thể thay thế kính bảo vệ cuối cùng của đầu cắt 10 kW trên máy cắt. Việc thay thế kính bảo vệ phía trên và kính cường lực trực khí phải được thực hiện trong môi trường không có bụi trên lớp 1000.
4. Để kiểm tra tia laser sợi quang 10 kW, trước tiên hãy dùng giấy trắng kiểm tra xem chùm tia đỏ của sợi laser quang 10 kW có thoái đen hay không, sau đó phát tia laser ở công suất thấp, dùng giấy cảm giác quang màu đen để kiểm tra các cụm điểm có vết thương hay không, cuối cùng lấy kính hiển vi và kiểm tra dưới kính hiển vi.
3. Quy trình thử nghiệm cắt đầu 10 kW
1. Công việc chuẩn tiếp theo bình thường hay không;
2. Công việc điều chỉnh tiêu điểm phù hợp với tiêu điểm giám sát thực tế hay không;
3. Vật liệu bắn điểm có vị trí lấy điểm ±1mm hay không;
4. Liệu pháp cắt các tấm có độ dày khác nhau và các vật liệu khác nhau có bình thường hay không;
5. Nhiệt độ của kính cường lực và đầu cắt có ổn định trong thời gian dài hay không, có siêu kính nhiệt trong kính kính hay không và hiệu quả cắt có ít nhất quán hay không.
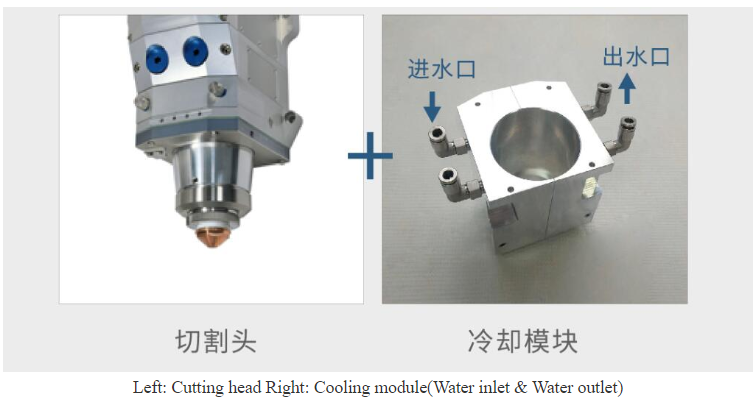
4. Làm mát đầu 10 kW
Cấu hình làm mát: Đường kính ống nước từ bộ làm mát nước đến đầu cắt phải lớn hơn đường kính của giao diện làm mát nước đầu cắt (φ8mm), tốc độ dòng nước ≥ 4L/phút và nhiệt độ nước là 28 ~30oC .
Hướng dòng nước: Đầu ra nước nhiệt độ cao của bộ làm mát nước → Đầu ra của sợi quang laser 10 kW → Khoang của đầu cắt 10 kW → Đầu vào nước nhiệt độ cao của bộ làm mát nước → Khoang dưới của đầu cắt 10 kW.
Sơ đồ làm mát: Thực hiện một số công việc không có thiết bị làm mát ở khoảng dưới đầu cắt, để đảm bảo quá trình xử lý ổn định trong thời gian dài, tránh ảnh hưởng của nhiệt độ đầu cắt quá cao, nên gắn module làm mát bằng nước.
Địa chỉ: 241 Nguyễn An Ninh, Phường 3, TP. Tân An, Long An


