Đầu tiên hãy tạo một tài liệu trống mới, vẽ một vòng tròn 5 mm và đo lỗi. Click vào thanh công cụ phía trên phần mềm: NC-Error Measurement (Lưu ý lúc này máy công cụ sẽ di chuyển!)
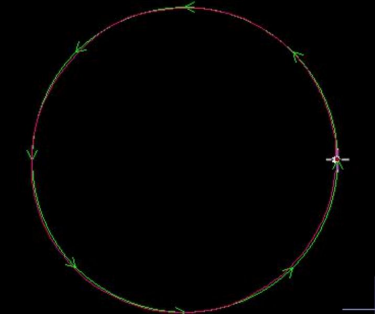
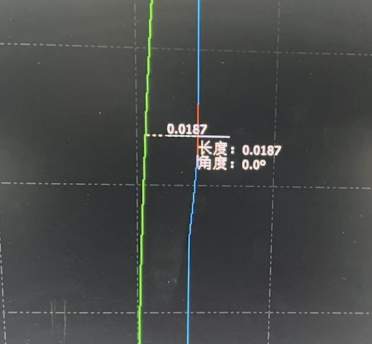
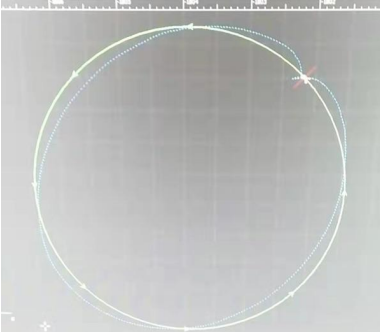
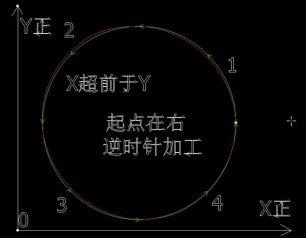
Quan sát sẽ thấy màu xanh lá cây là quỹ đạo ban đầu, màu đỏ (hay xanh lam) là quỹ đạo được tạo bởi dữ liệu phản hồi của bộ mã hóa, được gọi là "quỹ đạo phản hồi", nói chung, độ lệch khớp giữa quỹ đạo phản hồi và quỹ đạo màu lục không vượt quá 2 dây (0,02mm), đó là được coi là đủ tiêu chuẩn và có thể đo lường bằng công cụ phần mềm.
Hãy phóng to biểu đồ để đo lường và lấy dữ liệu. Đường đứt đoạn ở điểm bắt đầu là hiện tượng bình thường do lỗi lấy mẫu.
xin vui lòng chọn:
A Toàn bộ tương đối tròn và độ lệch nhỏ hơn hai dây (0,02mm)
B Rõ ràng là không tròn, độ lệch lớn hơn hai dây (0,02mm)
Trường hợp A: Toàn bộ tương đối tròn và độ lệch nhỏ hơn hai dây (0,02mm)
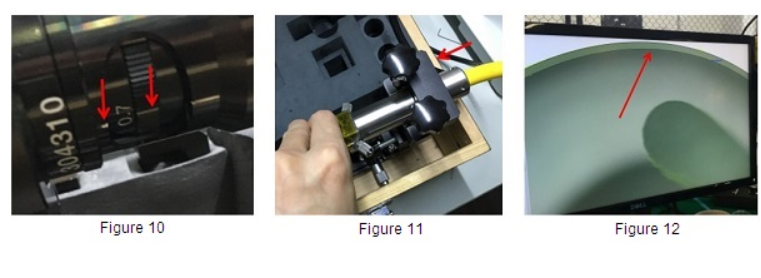
Sửa đổi quy trình, giữ nguyên tốc độ cắt ban đầu, thay đổi công suất, tiêu điểm và chiều cao vòi để đánh dấu (cố gắng điều chỉnh quy trình để làm cho đường đánh dấu mỏng hơn và rõ hơn) và quan sát vòng tròn đánh dấu.
xin vui lòng chọn:
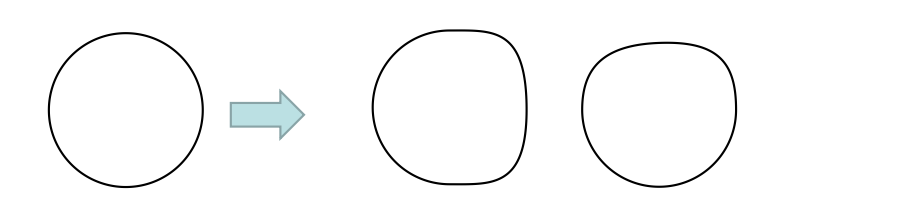
1 Vòng tròn đánh dấu rất tròn, nhưng vòng cắt không tròn
Vết cắt không tròn ở cùng một tốc độ, và vết đánh dấu tròn, nói chung, bảng bị rung lắc bởi lực (áp suất không khí) trong quá trình cắt hoặc bảng được đặt không ổn định, thường có các rãnh gấp khúc:
Cách khắc phục: Tại thời điểm này, nên sắp xếp lại bảng và cố gắng đặt bảng ổn định trên thanh đỡ có răng, nếu bảng mỏng bị rung, nên bật chức năng triệt tiêu rung trong bộ điều khiển độ cao.
2 Đánh dấu không tròn:
Cách khắc phục:Giảm tốc độ đánh dấu xuống 0,5 m / phút, sau đó thực hiện kiểm tra đánh dấu và quan sát vòng tròn đánh dấu.
Xin vui lòng chọn:
a. Đánh dấu trở nên tròn sau khi giảm tốc độ
Lý do tại sao dấu trở nên tròn sau khi giảm tốc là: độ cứng servo không đủ hoặc độ cứng cơ học không đủ. Phép đo sai số ở bước đầu tiên đã loại trừ khả năng không đủ độ cứng servo. Do đó, dấu trở nên tròn ở tốc độ thấp vào lúc này và không
- Tính quay tròn ở tốc độ cao là do độ cứng cơ học không đủ, chuyển động không theo kịp chuyển động của động cơ, quỹ đạo bị biến dạng, méo mó.
Lúc này nên kiểm tra cơ cấu truyền động cơ học, bắt đầu từ động cơ, tập trung kiểm tra độ cứng của bảng nối đa năng trục Z và độ cứng của khớp nối trục XY, trong đó có độ cứng của trục Z bảng nối đa năng có thể di chuyển đầu cắt đến vùng lân cận của bảng và lắc đầu cắt bằng tay (cẩn thận không chạm vào vòi phun) và quan sát xem nó có bị lỏng hay không.
b Đánh dấu không tròn
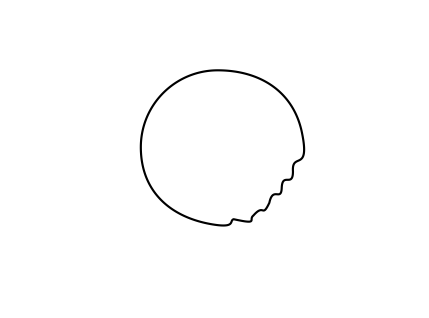
Sau khi tốc độ giảm xuống, vạch vẫn chưa tròn, lúc này vấn đề về cơ bản là bị khóa ở bộ truyền động cơ khí không thành công, các vấn đề thường gặp bao gồm khe hở quá mức, hư hỏng cơ chế, v.v. Hướng chung của vấn đề có thể được xác nhận theo vòng tròn được đánh dấu.
Có một "bệ đỡ" ở vị trí đảo ngược chuyển động X hoặc Y, thường có một khoảng trống trong quá trình truyền X hoặc Y, bạn có thể thử đẩy cơ cấu trục tương ứng bằng tay hoặc sử dụng đồng hồ đo để xác nhận sự cố.
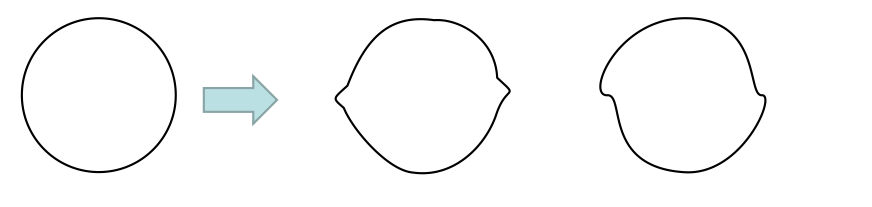
Phần còn lại của các phần nhô ra và lệch không đều thường là do cơ cấu truyền động bị hỏng hoặc kẹt vật lạ, nên tháo động cơ và bộ giảm tốc để chẩn đoán từng vấn đề một.
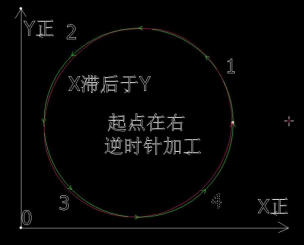
Trường hợp B Rõ ràng là không tròn, độ lệch lớn hơn hai dây (0,02mm)
Sửa đổi độ cứng servo của từ
Nếu quỹ đạo phản hồi bị biến dạng nhiều, nên đặt độ cứng servo của trục XY nhất quán (tham khảo mức 17 của Panasonic), sau đó thực hiện các điều chỉnh tốt theo bốn loại sau.
Giảm độ cứng của trục X hoặc tăng độ cứng của trục Y
Giảm độ cứng của trục Y hoặc tăng độ cứng của trục X
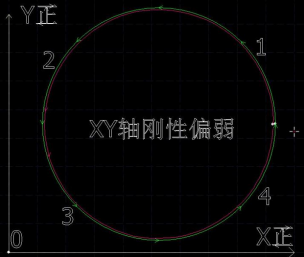
Giảm độ cứng servo trong tổng thể X và Y
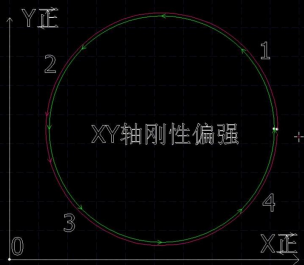
Tăng tổng thể độ cứng servo X và Y
- Nếu nó không thuộc bốn loại này và việc gỡ lỗi nhiều lần vẫn không thỏa đáng, vui lòng liên hệ với nhà sản xuất servo hoặc kỹ sư hỗ trợ kỹ thuật của Baichu.
- Nếu đã điều chỉnh trong phạm vi 2 dây (0,02mm) mà vết cắt vẫn chưa tròn, vui lòng quay lại bước trước và chọn "tổng thể tròn hơn, độ lệch nhỏ hơn 2 dây (0,02mm)" để tra cứu tiếp
SẢN PHẨM CẮT LỖ KHÔNG TRÒN:



Mọi chi tiết xin vui lòng liên hệ
Địa chỉ: 241 Nguyễn An Ninh, Phường 3, TP. Tân An, Long An
Email: pklasercnc@gmail.com
Hotline: 0832280882
Website: https://pklaser.vn/


