Tại bài viết này PK LASER sẽ chỉ ra vài nguyên nhân và hướng dẫn một số cách để khắc phục?
Hãy theo dõi màn hình BCS trong quá trình cắt, trước tiên hãy đánh giá xem đó có phải là nhiễu hay không.
Chúng ta di chuyển đầu cắt đến khoảng cách 2 ~ 3 mm so với tấm phôi, nhấn phím số 5 trên giao diện chính của bộ điều khiển độ cao và quan sát giá trị DIF như hình dưới đây
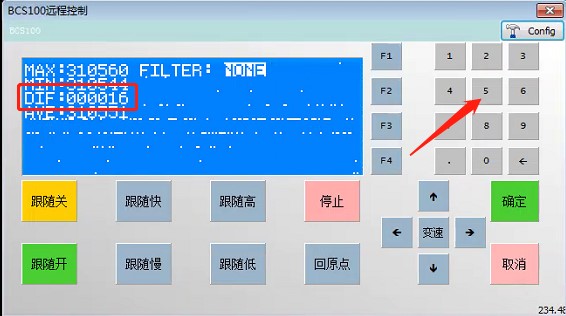
Giá trị tối đa của DIF ≤30 không được vượt mức 30
Cùng xác định xem giá trị tối đa của DIF có vượt quá 30 hay không?
Có 2 trường hợp xảy ra: giá trị DIF ≤30 và >30
I. Giá trị DIF nhỏ hơn hoặc bằng 30:
Giá trị DIF nhỏ hơn 30, cho biết rung pha không phải do nhiễu của cảm biến điện dung.
Đề xuất các giải pháp cho bạn
-Trước tiên, hiệu chỉnh lại bộ điều khiển chiều cao một lần để đảm bảo rằng có bảng dưới đầu cắt, nhấp vào nút theo dõi trên bộ điều khiển chiều cao và quan sát xem đầu cắt có bị rung hay không.
Nếu có xin vui lòng chọn:
1. Đầu cắt không bị rung sau khi bật theo dõi
- Đóng màn trập laser, mô phỏng quá trình xử lý ở trạng thái hết khí và quan sát xem đầu cắt có bị rung không?
a. Đầu cắt không bị rung khi hết khí
Đánh giá xem tấm cắt thực tế có phải là tấm mỏng hay không
xin vui lòng chọn:
- Nếu vết cắt là tấm dày (>6mm) khi lắc
Nếu bạn sử dụng hệ thống FSCUT8000, bạn có thể thử mở chế độ cắt tấm dày
- Nếu vết cắt là tấm mỏng (<3mm) khi lắc
Bạn có thể giảm mức gain sau của bộ điều khiển chiều cao như hình bên dưới, bạn có thể giảm mức LV bằng cách click vào để theo từ từ

Nhập tham số F2 của bộ điều khiển độ cao - 8 tham số nâng cao, mở chức năng triệt tiêu rung của bộ điều khiển độ cao và điều chỉnh thời gian triệt tiêu rung phù hợp, thời gian triệt tiêu rung càng lớn chức năng triệt tiêu rung càng mạnh.

b. Đầu cắt rung khi hết khí
- Nếu đầu cắt bị rung khi hết không khí, có thể đầu cảm biến của đầu cắt bị hỏng hoặc lắp chưa đúng cách.
- Vui lòng lắp lại đầu cảm biến hoặc thay thế các phụ kiện tương ứng.
2. Rung xảy ra khi theo dõi được bật
Rung xảy ra sau khi bật tính năng sau. Có thể cài đặt độ cứng của trình điều khiển servo quá nhỏ hoặc quá lớn. Ngoài ra, nếu khớp nối thanh vít mô-đun trục Z bị trượt, điều này cũng sẽ xảy ra.
II.Giá trị DIF lớn hơn 30
Nếu giá trị DIF lớn hơn 30, chứng tỏ trong hệ thống có nhiễu điện từ, chúng ta có thể tắt nguồn động cơ servo trục XY, máy nén khí, biến tần và các thiết bị tiêu thụ điện năng lớn khác, sau đó quan sát xem giá trị DIF có giảm không đến dưới 30.
Xin vui lòng chọn:
a. Giá trị DIF vẫn lớn hơn 30 và không có thay đổi đáng kể nào về giá trị:
-Nếu DIF vẫn lớn và không có sự cải thiện rõ ràng, nhiễu có thể đến từ nguồn điện cho bộ điều khiển độ cao, hãy thay thế nguồn điện chuyển đổi cho bộ điều khiển độ cao
b. Giá trị DIF giảm xuống dưới 30:
- Điều đó có nghĩa là nhiễu đến từ servo hoặc thiết bị điện bên ngoài.
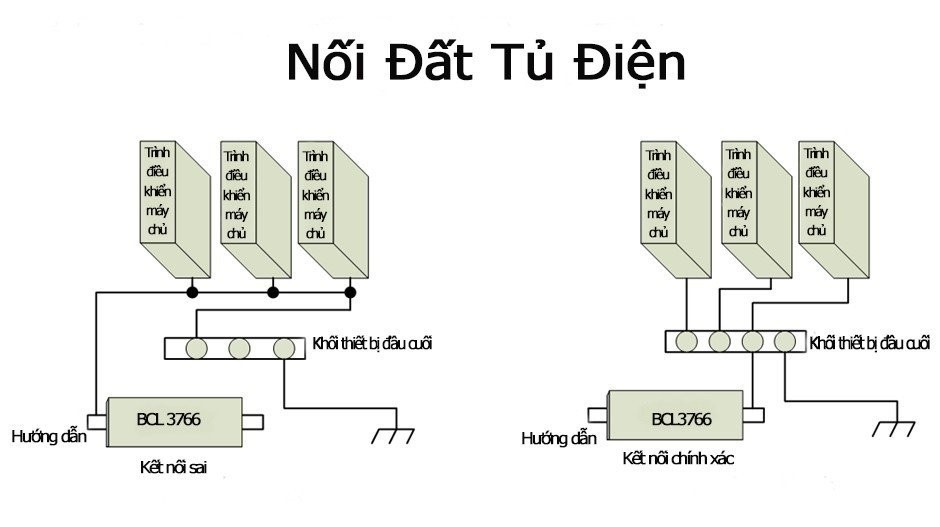
- Kiểm tra xem việc nối đất của động cơ servo hoặc thiết bị điện bên ngoài có tốt không. Nguồn của động cơ servo có thể được bao phủ bởi một vòng từ tính và FG của cổng đầu vào nguồn của bộ điều khiển độ cao được nối đất. Trường hợp nối đất được thể hiện trong hình bên dưới
-Cọc nối đất được yêu cầu cho nối đất bên ngoài
Phương pháp nối đất của động cơ truyền động servo
Nên sử dụng kết nối hình sao đấu dây và không nên sử dụng kết nối nối tiếp, như thể hiện trong hình bên dưới