- Sự lựa chọn đúng đắn của béc cắt laser sẽ tăng gấp đôi hiệu quả.
- Mặc dù có vẻ như là một bộ phận nhỏ và không dễ thấy nhưng vai trò của nó không phải là không đáng kể. Nó cần phải chống lại sự bật lại của các mảnh vụn nóng chảy và kiểm soát diện tích và kích thước khuếch tán khí.
- Vì vậy, chất lượng béc là một trong những yếu tố quan trọng quyết định chất lượng cắt laser. Hôm nay, chúng ta sẽ thảo luận về cách chọn béc phù hợp.

I. Sự khác biệt lớn về chất lượng của béc.
- Có sự khác biệt đáng kể, vì vật liệu và độ chính xác của béc đóng vai trò quyết định đến độ dẫn điện, độ dẫn nhiệt, độ khó điều chỉnh và khả năng bảo vệ đầu laser.
- Một béc chất lượng có thể bảo vệ thấu kính quang học bên trong đầu cắt và giải phóng khí phụ lên bề mặt và khe của vật liệu cắt, dẫn khí hỗ trợ cắt và loại bỏ xỉ, để lại vết cắt sạch sẽ.
- Vì vậy, chất lượng của béc ảnh hưởng trực tiếp đến tuổi thọ của đầu cắt và chất lượng phôi được cắt.
- Nói chung, các béc đi kèm với đầu cắt nguyên bản có giá cao hơn, điều này khiến các béc của bên thứ ba trở nên rất phổ biến. Tuy nhiên, không phải nhà sản xuất bên thứ ba nào cũng có năng lực sản xuất những vật tư tiêu hao như vậy.
- Trong cuộc chiến giá cả của máy cắt laser sợi quang những năm gần đây, giá phụ kiện máy cắt laser cũng bị kéo xuống. Theo đuổi giá thấp một cách mù quáng và bỏ qua chất lượng sẽ gây hại nhiều hơn là có lợi.
II. Hậu quả của việc lựa chọn béc không đúng cách là gì?
- Nếu thiết kế và bảo trì béc không phù hợp, độ chính xác xử lý có thể không đủ, dẫn đến giảm tốc độ dòng khí và hướng luồng khí không ổn định, có thể ảnh hưởng đến sự nóng chảy của vật liệu trong quá trình cắt và tạo ra các mảnh vụn nóng chảy. Vật liệu dày hơn thậm chí có thể không thể cắt được.
Chọn béc quá lớn

Sọc trên và sọc dưới thô (trái)
Sọc phía trên thô có viền răng cưa (phải)
Chọn béc quá nhỏ
Cắt chưa hoàn chỉnh (trái)
Cắt theo lớp (phải)
III. Các loại béc là gì?
- Hiện nay, có 2 loại thiết kế béc chính là “béc tốc độ thấp” (tốc độ dòng khí thấp hơn tốc độ âm thanh) và “béc tốc độ cao” (tốc độ dòng khí gần bằng tốc độ âm thanh).

- Các yếu tố ảnh hưởng đến hiệu suất của béc bao gồm áp suất khí trong khoang đầu cắt, đường kính của béc, hình dạng bên trong của béc và hình dạng của đầu ra béc.
- Nguyên lý làm việc của béc tốc độ cao tương tự như nguyên lý xả của tên lửa hoặc động cơ phản lực, có tác dụng tăng tốc cho khí đi vào béc. Do đó, béc tốc độ cao có thể tạo ra kết quả cắt tốt hơn đối với vật liệu nhớt.
- Nếu sử dụng béc tốc độ thấp thông thường, áp suất bề mặt phôi sẽ dao động đáng kể khi chiều cao cắt thay đổi, điều này có thể dẫn đến kết quả cắt không đạt yêu cầu.
IV. Làm thế nào để chọn một béc?
- Cắt laser hiện được công nhận là một trong những phương pháp gia công kim loại hiệu quả, chất lượng cao và chính xác nhất.
- Có nhiều yếu tố khác nhau ảnh hưởng đến việc cắt laser và béc là một trong số đó. Việc chọn béc thích hợp khi cắt các vật liệu khác nhau có thể đơn giản hóa quá trình xử lý. Nhưng làm thế nào chúng ta có thể chọn đúng béc? Chúng ta hãy xem ngày hôm nay.
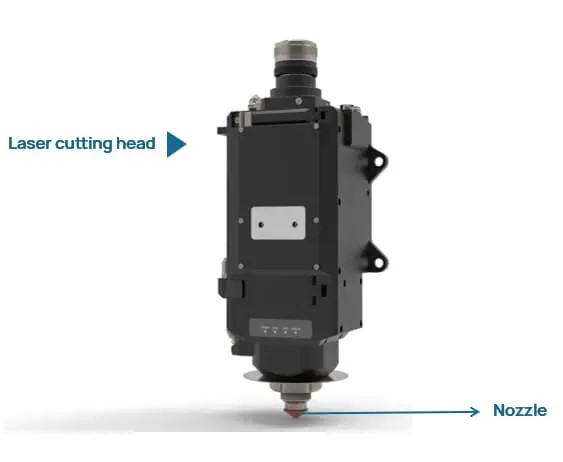
- béc hay còn gọi là béc đồng là một trong những bộ phận rất quan trọng trong quá trình cắt laser. Nằm ở đầu dưới của đầu cắt, cả chùm tia laze và khí phụ đều tác động lên vật liệu cắt thông qua béc. Chức năng chính của nó là thu thập khí phụ và tạo thành áp suất cao, giải phóng nó lên bề mặt và vào rãnh của vật liệu cắt.
- Việc này sẽ thổi bay vật liệu gốc đã nóng chảy và bốc hơi trong quá trình cắt, để lại vết cắt sạch sẽ. Đồng thời, nó ngăn chặn các chất ô nhiễm như xỉ nóng chảy và bụi nảy ngược trở lại, nhờ đó bảo vệ thấu kính bên trong.
- Để đạt được mặt cắt tốt hơn cần phải kiểm soát độ đồng tâm của chùm tia laser và tâm béc, đây là một trong những yếu tố quan trọng ảnh hưởng đến chất lượng cắt. Vì vậy, béc phải đồng trục với chùm tia laser để có được mặt cắt tốt hơn.
Khi tâm béc và tâm chùm tia laze không đồng trục, ảnh hưởng đến chất lượng cắt như sau:

1.Khí cắt được phun từ giữa béc, đây là điểm trung tâm nơi tấm cần được cắt. Nếu tia laser không ở tâm béc, sẽ có sai lệch giữa điểm tác động của tia laser và điểm thực tế, dẫn đến sự mâu thuẫn đáng chú ý giữa vết cắt thực tế và hiệu quả mong đợi.
2. Nếu tia laser không ở trung tâm béc, chùm tia sẽ chạm vào thành trong của béc trong quá trình hoạt động bình thường, điều này có thể làm bỏng béc nghiêm trọng và ảnh hưởng đến hiệu quả cắt thực tế.
Để xác minh xem chùm tia laser và béc có đồng trục hay không, cần thực hiện các bước sau để kiểm tra:
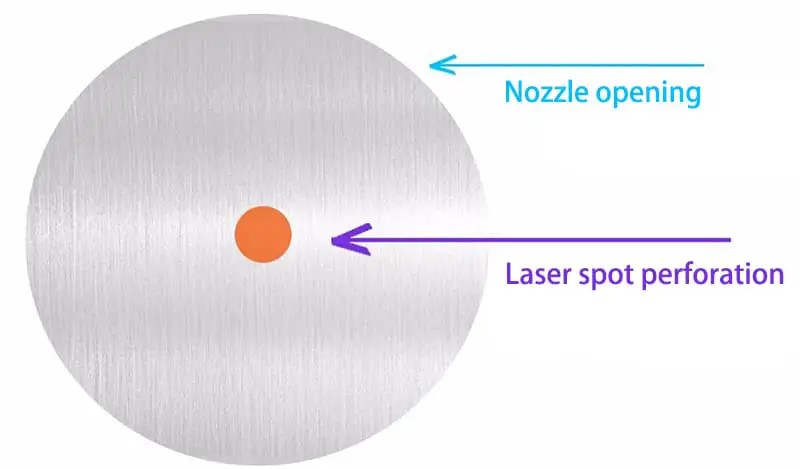
1. Dán một miếng băng dính trong suốt lên lỗ mở béc, sao cho cạnh tròn chồng lên hoàn toàn miếng băng;
2. Điều chỉnh công suất thiết bị khoảng 100W và sử dụng chế độ chụp chấm để chiếu tia laser vào băng trong suốt;
3. Tháo băng trong suốt và quan sát mối quan hệ giữa cạnh tròn và vị trí của lỗ laze.
- Nếu lỗ nằm ở tâm vòng tròn, điều này có nghĩa là chùm tia laser và béc đồng trục và không cần điều chỉnh. Nếu lỗ không đồng trục với tâm vòng tròn hoặc không nhìn thấy lỗ (chùm tia laser chạm vào thành trong của béc), bạn cần điều chỉnh vít điều chỉnh trên đầu cắt laser. Lặp lại các bước 1-3 cho đến khi lỗ laser trùng với tâm của béc.
Lựa chọn loại béc:
- béc được chia thành béc một lớp và béc hai lớp. béc một lớp có tốc độ dòng khí tương đối chậm và thường được sử dụng để cắt các kim loại như thép không gỉ, hợp kim nhôm và đồng, thường sử dụng nitơ làm khí phụ.
- béc hai lớp có tốc độ dòng khí nhanh, thích hợp để cắt tốc độ cao và thường được sử dụng để cắt thép carbon, thường sử dụng oxy làm khí phụ và bề mặt cắt thường chuyển sang màu đen do quá trình oxy hóa.
Lựa chọn kích thước béc:
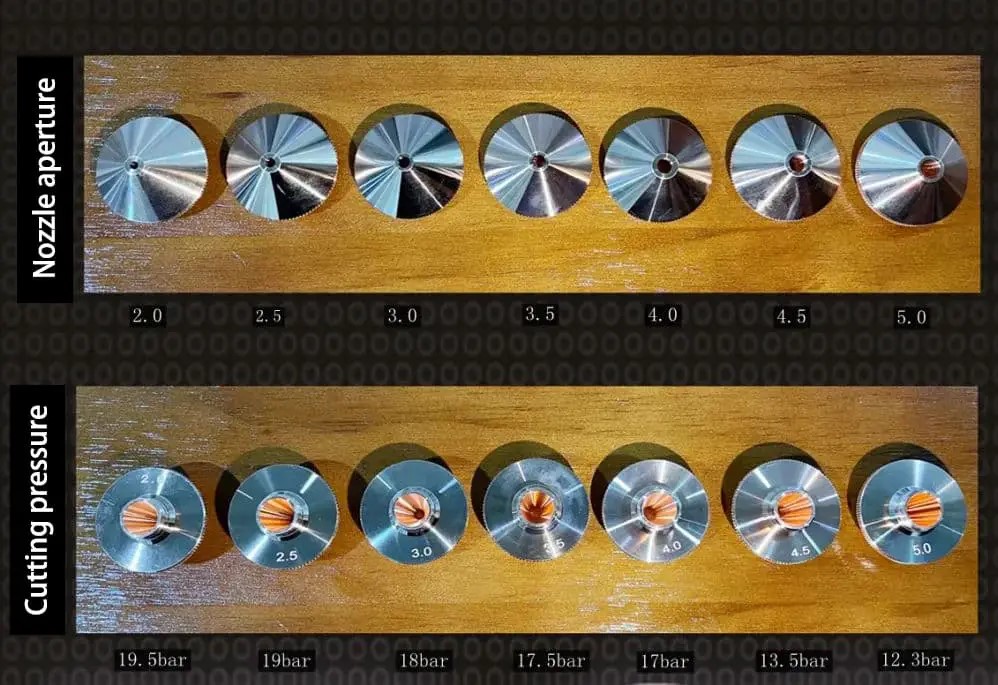
- Kích thước của lỗ mở béc xác định tốc độ dòng khí tác động lên vật liệu cắt, do đó ảnh hưởng đến việc loại bỏ vật liệu nóng chảy. Luồng khí đi vào rãnh càng lớn và nhanh thì khả năng thổi bay vật liệu nóng chảy càng mạnh.
- Về lý thuyết, tấm càng dày thì nên sử dụng béc càng lớn. Tuy nhiên, khẩu độ của béc càng lớn thì khả năng vật liệu nóng chảy bắn tung tóe lên trên trong quá trình cắt càng lớn, điều này làm giảm tuổi thọ của thấu kính.
- béc bị biến dạng hoặc béc có giọt nước nóng chảy sẽ ảnh hưởng đến hiệu quả cắt. Vì vậy, cần xử lý béc cẩn thận để tránh va đập hoặc biến dạng, đồng thời mọi giọt nước nóng chảy trên béc phải được làm sạch kịp thời.
Các yếu tố cần xem xét khi lựa chọn béc:
Có một số yếu tố cần xem xét khi lựa chọn béc:
- Nhu cầu gia công: béc một lớp sử dụng trong thiết bị laser chủ yếu được sử dụng để cắt tấm thép không gỉ và nhôm bằng nitơ, trong khi béc hai lớp chủ yếu được sử dụng để cắt thép carbon bằng oxy.
- Chất liệu: béc thường được làm bằng hai chất liệu là đồng tím và đồng thau. Đồng màu tím có độ dẫn điện và hiệu suất nhiệt tốt hơn đồng thau.
- Kích thước: Kích thước khẩu độ của béc xác định tốc độ dòng khí và hình dạng của trường khí. Nói chung, khi cắt các tấm dưới 3 mm, nên sử dụng vòi có đường kính 1 mm, và đối với 3 mm trở lên, nên sử dụng vòi có đường kính 1,5 mm. Để cắt trên 10 mm, nên sử dụng béc có đường kính từ 2 mm trở lên.
- Độ chính xác xử lý: béc đầu laser tốt phải có độ đồng tâm 0,03mm, trong khi béc có kích thước 1,0mm trở xuống phải có độ đồng tâm từ 0,02mm trở lên. béc có độ đồng tâm có độ chính xác cao không chỉ làm giảm việc gỡ lỗi ban đầu trong quá trình xử lý mà còn tránh được hiệu quả hư hỏng đầu laser do tia laser năng lượng cao chạm vào thành trong của đầu.
V. Giới thiệu các loại béc thông dụng
- Có một số loại béc thường được sử dụng trong các ứng dụng công nghiệp. Dưới đây là một số trong những cái phổ biến nhất:
béc một lớp

- Đặc điểm: Thành trong hình nón với tốc độ dòng khí cao để thổi xỉ.
- Mục đích: Cắt nóng chảy các vật liệu như thép không gỉ và tấm nhôm.
béc hai lớp

- Mục đích: Hai lớp 2.0 hoặc lớn hơn để cắt cát thép carbon
béc hai lớp tốc độ cao

- Đặc điểm: béc có hình dạng nhọn, ba lỗ ở mép lõi bên trong lớn hơn so với béc hai lớp thông thường.
- Mục đích: Nó chủ yếu được sử dụng để cắt thép carbon công suất cao, tốc độ cao và chất lượng cao có độ dày lên đến 20 mm với bề mặt mịn và sáng.
béc một lớp tốc độ cao

- Đặc điểm: béc có hình dạng nhọn, thành bên trong hình nón có thiết kế bậc thang.
- Mục đích: Nó chủ yếu được sử dụng để cắt thép carbon tốc độ cao, công suất cao với độ dày trên 20 mm, mang lại bề mặt mịn và sáng. Nó cũng thích hợp cho các ứng dụng cắt tập trung oxy.
béc tăng cường
- Đặc điểm: Được cải tiến từ béc một lớp, béc có lớp bậc ở miệng béc.
-Mục đích: Nó có thể được sử dụng để cắt thép không gỉ và thép carbon công suất cao bằng nitơ hoặc khí nén ở áp suất thấp.
VI. Làm thế nào để cài đặt và điều chỉnh béc?
Các bước cài đặt béc:
Tháo béc cũ.
Lắp béc mới và siết chặt với lực thích hợp.
Sau khi thay béc, hiệu chỉnh lại điện dung.
Ví dụ: đối với đầu cắt laser BLT 12kW có tiêu điểm được ghép nối với béc (phải hiệu chỉnh tiêu điểm 0):
béc 1.2E hai lớp: để cắt tấm thép carbon 3 mm-12 mm, tiêu điểm trong khoảng 5-11.
béc 1.4E hai lớp: tiêu điểm trong khoảng 9-14.
béc 1.6E hai lớp: tiêu điểm trong khoảng 11-16.
béc 1.8E hai lớp: tiêu điểm trong khoảng 13-18.
béc SP một lớp 1.2: tiêu điểm trong khoảng 8-13.
béc SP một lớp 1.4: tiêu điểm trong khoảng 10-15.
béc SP một lớp 1.6: tiêu điểm trong khoảng 12-17.
béc SP một lớp 1.8: tiêu điểm trong khoảng 14-19.
Điều quan trọng là phải lắp đặt và hiệu chỉnh béc đúng cách để đảm bảo hiệu suất và chất lượng cắt tối ưu.
Địa chỉ: 241 Nguyễn An Ninh, Phường 3, TP. Tân An, Long An
Hotline: 0832280882 - 0394552839


