Vị trí của tiêu điểm
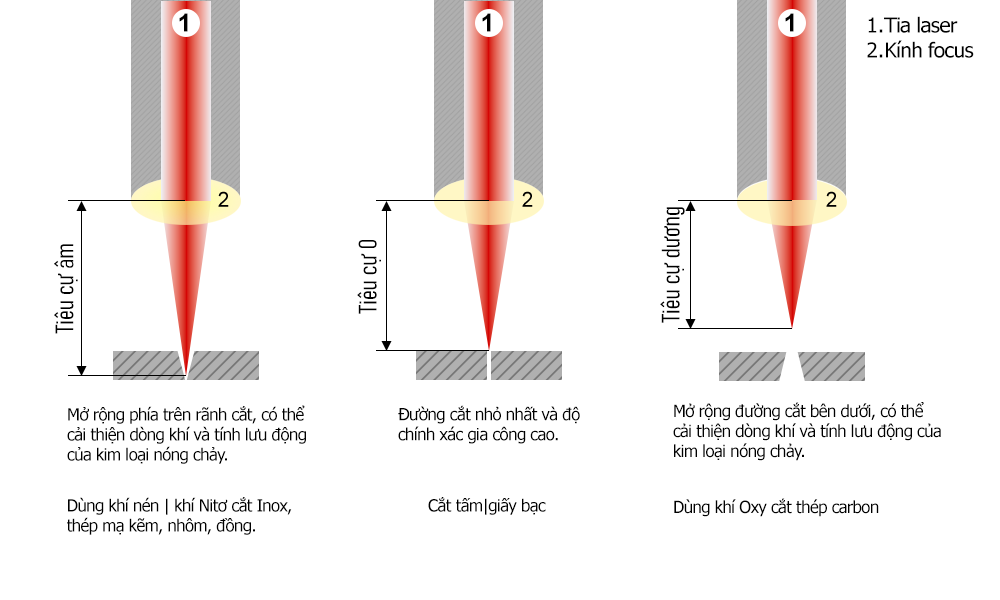
Khi vị trí của tiêu điểm không chính xác, dễ dẫn đến hiện tượng mặt cắt không mịn, sót ba via và các vấn đề không tốt khác.
Đơn giản nói, vị trí tiêu điểm không đúng, dẫn đến rãnh cắt quá hẹp, không có đủ khí thổi vào rãnh cắt, áp suất trong rãnh cắt thấp, do đó không thể loại bỏ hết kim loại nóng chảy gây sót ba via.
Khi gặp tình huống trên, cần kiểm tra vị trí tiêu điểm và điều chỉnh tiêu cự. Vị trí của tiêu điểm liên quan chặt chẽ đến thuộc tính và độ dày của vật liệu cần gia công.
Béc chất lượng cao và phù hợp

Béc cắt là phần cuối cùng của đầu cắt, hình dạng của béc và đặc tính của dòng khí tạo ra bởi nó là một trong những yếu tố chính ảnh hưởng đến chất lượng và hiệu suất cắt.
Ví dụ khi cắt thép carbon: Sử dụng oxy làm khí phụ, luồng khí vào rãnh cắt với lượng lớn và tốc độ cao. Chỉ trong trường hợp này mới có thể làm cho rãnh cắt bị oxy hóa hoàn toàn và trải qua phản ứng tỏa nhiệt; đồng thời có đủ động lượng để khí đẩy kim loại nóng chảy ra khỏi rãnh cắt tạo ra chất lượng cắt tốt.
Do đó, việc sử dụng béc đôi với tốc độ cao sẽ giúp luồng khí vào rãnh cắt tốt hơn. Đồng thời do tác động của béc làm giảm thiểu áp suất và tốc độ dao động của luồng khí,giúp luồng khí ổn định hơn. Dẫn đến việc loại bỏ kim loại nóng chảy trở nên hiệu quả, tránh được hiện tượng sót ba via.
Kiểm tra độ tròn của miệng béc có thay đổi không? Cần đảm bảo miệng béc tròn hoàn toàn, và xem xét lõi bên trong của béc có bị tắc không.
Khí phụ chất lượng cao

Khí phụ chất lượng thấp, khi đốt cháy sẽ tiêu thụ một phần năng lượng laser để đốt cháy các tạp chất trong khí (nếu sử dụng oxy làm khí phụ trợ cũng sẽ tiêu thụ một phần oxy).
Quá trình này giảm lượng năng lượng laser ban đầu cần tác động vào vật phẩm, thể tích khí, làm tăng đáng kể khả năng hình thành ba via.
(bảng)
Áp suất khí phụ trợ
Áp suất khí phụ trợ không nên quá cao, vì áp suất lớn có thể làm giảm chất lượng cắt.
Nguyên nhân chính là do: tốc độ dòng khí cao làm tăng hiệu ứng làm lạnh vùng kim loại nóng chảy, sóng áp lực từ dòng khí làm ảnh hưởng đến vùng laser làm lạnh, sự không đồng đều về áp suất và nhiệt độ trong dòng khí có thể làm thay đổi mật độ dòng khí dẫn đến tia laser tập trung hoặc lan rộng.
Chọn áp suất khí phù hợp sẽ giúp cải thiện độ mịn của mặt cắt và tránh hiện tượng sót ba via.
Đường cắt laser

Khi cắt thép carbon hình tứ giác, nếu hai cạnh kề nhau có ba via, có nghĩa là tia laser bị lệch. Cần chỉnh lại tia laser ngay giữa tâm miệng béc.
Nếu hai cạnh song song có ba via, nghĩa là độ thẳng đứng của đầu cắt có vấn đề. Phải điều chỉnh độ thẳng đứng của đầu cắt dựa vào hướng ba via trên các cạnh song song.
Nếu khi cắt, một trong các cạnh xuất hiện bề mặt không phẳng, lông mao, có thể có các vấn đề sau:
1. Kính bảo vệ bị cháy hoặc bẩn. Nếu thay kính bảo vệ mà không thấy cải thiện, cần kiểm tra xem kính chuẩn trực hoặc kính hội tụ có vấn đề không.
2. Khí phụ không tập trung, chủ yếu do vấn đề với ống phun hỗ trợ.
3. Nếu cạnh bị mảnh vụ n là cạnh bắt đầu hoặc kết thúc, cần kiểm tra các vấn đề liên quan đến điều khiển chuyển động cắt.
Trong quá trình cắt bằng laser, sót ba via thường xảy ra ảnh hưởng đến chất lượng sản phẩm và quy trình xử lý sau này.
Công ty PK Laser, sau hơn 10 năm kinh nghiệm trong công nghệ cắt laser, cho rằng ba via xuất hiện chủ yếu do các nguyên nhân sau: vị trí tiêu điểm laser không đúng, lựa chọn béc không hợp lý, khí cắt laser không đủ tinh khiết, không phù hợp với kim loại cần cắt, áp suất khí cắt không được điều chỉnh đúng cách, và độ lệch tia.
Từ những nguyên nhân đã được nêu trên, chúng ta có thể hạn chế được ba via và cải thiện chất lượng sản xuất và gia công!
Tuy nhiên, chất lượng cắt không phải lúc nào cũng như chúng ta tưởng. Chỉ khi tự thử nghiệm, chúng ta mới nhận ra sự thật.
Đồng thời, việc sử dụng phụ kiện chính hãng từ nhà sản xuất cũng là một trong những biện pháp để đảm bảo chất lượng cắt! Để giúp mọi người mua phụ kiện chất lượng cao của RayTools dễ dàng hơn, chúng tôi đã mở cửa hàng trên trang web thương mại điện tử chính thức!


