Mẹo tiên tiến sự lựa chọn đúng đắn của vòi cắt laser tăng gấp đôi hiệu quả.
Mặc dù nó có vẻ như là một bộ phận nhỏ và không dễ thấy, nhưng vai trò của nó không phải là không đáng kể. Nó cần phải chống lại sự phục hồi của các mảnh vụn nóng chảy và kiểm soát diện tích và kích thước của sự khuếch tán khí.
Do đó, chất lượng đầu phun của đầu cắt laser là một trong những yếu tố quan trọng quyết định chất lượng cắt laser. Hôm nay, chúng ta sẽ thảo luận về cách chọn vòi phun phù hợp.

Có sự khác biệt lớn giữa các vòi phun có chất lượng khác nhau không?
-Vâng, có một sự khác biệt đáng kể, vì vật liệu và độ chính xác của vòi phun đóng vai trò quyết định đến độ dẫn điện, độ dẫn nhiệt, độ khó điều chỉnh và khả năng bảo vệ đầu laser.
-Một vòi phun tốt có thể bảo vệ thấu kính quang học bên trong đầu cắt và giải phóng khí phụ lên bề mặt và khe của vật liệu cắt, dẫn khí hỗ trợ cắt và loại bỏ xỉ, để lại vết cắt sạch sẽ.
-Do đó, chất lượng của vòi phun ảnh hưởng trực tiếp đến tuổi thọ của đầu cắt và chất lượng phôi được cắt.
-Nói chung, các vòi đi kèm với đầu cắt ban đầu có giá cao hơn, điều này đã làm cho các vòi của bên thứ ba trở nên rất phổ biến. Tuy nhiên, không phải nhà sản xuất bên thứ ba nào cũng có năng lực sản xuất những vật tư tiêu hao đó.
-Trong cuộc chiến giá cả của máy cắt laser sợi quang trong những năm gần đây, giá của các phụ kiện máy cắt laser cũng bị giảm xuống. Theo đuổi giá thấp một cách mù quáng và bỏ qua chất lượng sẽ gây hại nhiều hơn lợi.
Hậu quả của việc lựa chọn vòi phun không đúng cách là gì?
-Nếu thiết kế và bảo trì vòi phun không phù hợp, độ chính xác xử lý có thể không đủ, dẫn đến giảm tốc độ dòng khí và hướng luồng khí không ổn định, có thể ảnh hưởng đến sự nóng chảy của vật liệu trong quá trình cắt và tạo ra các mảnh vụn nóng chảy. Vật liệu dày hơn thậm chí có thể trở nên không thể cắt được.
Selecting a nozzle that is too large: Chọn đầu phun quá lớn
Hình trái: Sọc thô phía trên và đường kẻ phía dưới
Hình phải: Sọc trên thô có cạnh răng cưa
Selecting a nozzle that is too small :Chọn đầu phun quá nhỏ
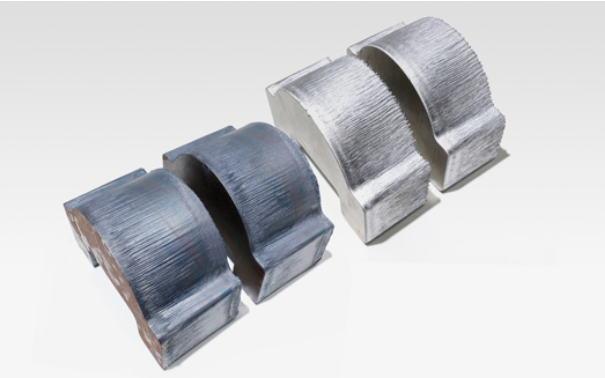
Cắt không hoàn chỉnh (trái) Cắt theo lớp (phải)
-Hiện nay, có hai kiểu thiết kế vòi phun chính: “vòi phun tốc độ thấp” (tốc độ dòng khí thấp hơn tốc độ âm thanh) và “vòi phun tốc độ cao” (tốc độ dòng khí gần bằng tốc độ âm thanh).
-Các yếu tố ảnh hưởng đến hiệu suất của vòi bao gồm áp suất khí trong khoang đầu cắt, đường kính của vòi, hình dạng bên trong của vòi và hình dạng của đầu ra của vòi


-Nguyên lý làm việc của vòi phun tốc độ cao tương tự như nguyên lý khí thải của tên lửa hoặc động cơ phản lực, có tác dụng tăng tốc khí đi vào vòi phun. Do đó, vòi phun tốc độ cao có thể tạo ra kết quả cắt tốt hơn đối với vật liệu nhớt.
-Nếu sử dụng vòi phun tốc độ thấp thông thường, áp suất bề mặt của phôi sẽ dao động đáng kể khi chiều cao cắt thay đổi, điều này có thể dẫn đến kết quả cắt không đạt yêu cầu
Làm thế nào để chọn một vòi phun?
Có một số yếu tố cần xem xét khi lựa chọn vòi phun:
- Nhu cầu xử lý: Đầu phun một lớp được sử dụng trong thiết bị laser chủ yếu được sử dụng để cắt các tấm thép không gỉ và nhôm bằng nitơ, trong khi đầu phun hai lớp chủ yếu được sử dụng để cắt thép carbon bằng oxy.
- Chất liệu: Đầu phun thường được làm bằng hai chất liệu là đồng tím và đồng thau. Đồng tím có độ dẫn điện và hiệu suất nhiệt tốt hơn đồng thau.
- Kích thước: Kích thước khẩu độ của vòi xác định tốc độ dòng khí và hình dạng của trường khí. Nói chung, khi cắt các tấm dưới 3 mm, nên sử dụng vòi có đường kính 1mm và đối với 3 mm trở lên, nên sử dụng vòi có đường kính 1,5mm. Để cắt trên 10 mm, nên sử dụng vòi có đường kính từ 2 mm trở lên.
- Độ chính xác khi xử lý: Đầu phun laser tốt phải có độ đồng tâm là 0,03mm, trong khi đầu phun có kích thước từ 1,0mm trở xuống phải có độ đồng tâm từ 0,02mm trở lên. Các đầu phun có độ đồng tâm chính xác cao không chỉ làm giảm việc gỡ lỗi ban đầu trong quá trình xử lý mà còn tránh làm hỏng đầu laser một cách hiệu quả do tia laser năng lượng cao va vào thành trong của đầu.
Giới thiệu về vòi phun phổ biến
Có một số loại vòi phun thường được sử dụng trong các ứng dụng công nghiệp. Dưới đây là một số trong những cái phổ biến nhất:
1.Single-Laser Nozzle ( Vòi phun một lớp)

-Các tính năng: Tường bên trong hình nón với tốc độ dòng khí cao để thổi xỉ.
- Mục đích: Cắt nóng chảy các vật liệu như thép không gỉ và tấm nhôm.
2. Double-Laser Nozzle (Vòi phun 2 lớp):

-Các tính năng: Đầu phun composite hai lớp có thêm lõi bên trong trên cơ sở đầu phun một lớp.
-Mục đích: Hai lớp 2.0 hoặc lớn hơn để cắt cát thép carbon
3. High-speed Double-Laser Nozzle (Vòi hai lớp tốc độ cao)

-Các tính năng: Đầu vòi có hình dạng nhọn và ba lỗ ở mép của lõi bên trong lớn hơn so với đầu vòi hai lớp thông thường.
-Mục đích: Nó chủ yếu được sử dụng để cắt thép carbon công suất cao, tốc độ cao và chất lượng cao có độ dày lên đến 20 mm với bề mặt nhẵn và sáng
4. High-speed Single-Laser Nozzle (Vòi một lớp tốc độ cao):

-Các tính năng: Đầu vòi có hình dạng nhọn, với thành trong hình nón có thiết kế bậc.
-Mục đích: Nó chủ yếu được sử dụng để cắt thép carbon tốc độ cao, công suất cao với độ dày trên 20 mm, tạo ra bề mặt nhẵn và sáng. Nó cũng thích hợp cho các ứng dụng cắt tập trung oxy
5. High-speed Single-Laser Nozzle (Vòi một lớp tốc độ cao)
-Các tính năng: Đầu vòi có hình dạng nhọn với thành trong hình nón và diện tích miệng vòi lớn hơn.
-Mục đích: Nó chủ yếu được sử dụng để cắt thép carbon tốc độ cao với độ dày trên 20 mm, mang lại hiệu suất cắt ổn định và trơn tru với chất lượng cắt tốt hơn.
6 . Boost Nozzle ( Vòi phun tăng cường):
-Tính năng: Được cải tiến từ đầu phun một lớp, đầu phun có một lớp bậc ở lỗ phun.
-Mục đích: Nó có thể được sử dụng để cắt thép không gỉ và thép carbon công suất cao bằng nitơ hoặc khí nén ở áp suất thấp.
Làm thế nào để cài đặt và điều chỉnh một vòi phun?
Các bước cài đặt vòi phun:
1. Tháo vòi phun cũ.
2. Lắp vòi phun mới và vặn chặt bằng lực thích hợp.
3. Sau khi thay vòi phun, hiệu chỉnh lại điện dung.
Ví dụ: Đối với đầu cắt laser BLT 12kW có tiêu điểm được ghép nối với vòi phun (tiêu điểm 0 phải được hiệu chỉnh):
• Đầu phun hai lớp 1.2E: dùng để cắt thép tấm carbon 3mm-12mm, tiêu cự từ 5-11.
• Đầu phun 1.4E hai lớp: tiêu điểm từ 9-14.
• Đầu phun 1.6E hai lớp: tiêu điểm từ 11-16.
• Đầu phun 2 lớp 1.8E: tiêu cự từ 13-18.
• Vòi SP một lớp 1,2: tiêu điểm từ 8-13.
• Đầu phun SP một lớp 1.4: tiêu điểm từ 10-15.
• Đầu phun SP một lớp 1.6: tiêu điểm giữa 12-17.
• Đầu phun SP một lớp 1.8: tiêu điểm giữa 14-19.
Điều quan trọng là phải lắp đặt và hiệu chỉnh vòi đúng cách để đảm bảo hiệu suất và chất lượng cắt tối ưu.
Chất lượng của vòi phun trên thị trường rất khác nhau. Nên phân biệt kỹ theo nội dung trên và mua qua kênh thông thường
|
Laser |
Cutting thickness (bright surface cutting of carbon steel with oxygen) Độ dày cắt bằng laser (cắt bề mặt sáng của thép carbon bằng oxy) |
Suggested nozzle Vòi phun được đề xuất |
|---|---|---|
|
Low power laser (≤6000W) (Laser công suất thấp) |
16-20mm |
1.4D-1.6D general conical nozzle (Vòi hình nón chung 1.4D-1.6D) |
|
High power laser (≥6000W, using Raycus 12kW as an example) Laser công suất cao (>=6000W, sử dụng Raycus 12kw làm ví dụ) |
3-12mm |
1.2E dual-layer high-speed nozzle (Đầu phun tốc độ cao hai lớp 1.2E) |
|
12-14mm |
1.2B-1.4E dual-layer high-speed nozzle (Đầu phun tốc độ cao hai lớp 1.2B-1.4E) |
|
|
16-20mm |
1.4E-1.6E dual-layer high-speed nozzle (Đầu phun tốc độ cao hai lớp 1.4E-1.6E) |
|
|
22-35mm |
SP1.4-SP1.8 single-layer high-speed nozzle |
|
|
35-40mm |
SP1.6-SP1.8 single-layer high-speed nozzle |


